





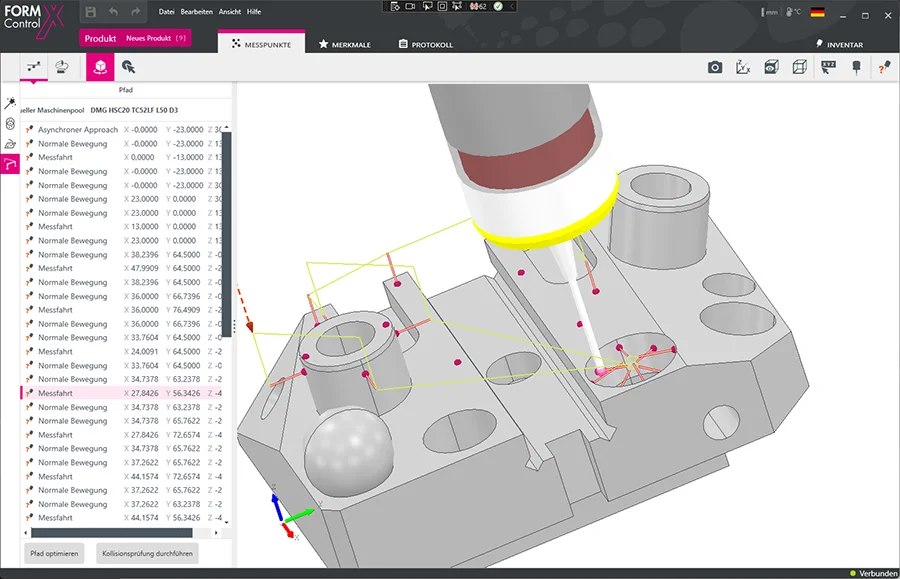
Formcontrol X: Automatická kontrola kvality v CNC výrobě

![]()
— vydáno 29. října 2025
CNC výroba prochází transformací směrem k menší sériovosti, vyšší flexibilitě a automatizaci. Automatizované výrobní procesy ale nezbytně vyžadují také automatickou kontrolu kvality. Software Formcontrol X umožňuje automatickou kontrolu kvality napříč celým strojním parkem firmy a má ambice obrátit obor vzhůru nohama.
Inzerce
O aktuálních trendech v oboru CNC, kontrole kvality výroby a software Formcontrol X jsme si povídali se Slavomírem Štollem, ředitelem české pobočky firmy BLUM.
Pane Štolle, jak byste charakterizoval současnou situaci v CNC výrobě?
Chování výrobců se od pandemie změnilo. Je jedno, jestli je to mixér, pračka nebo automobil. Prakticky se nevyrábí na sklad. Firmy vyrábí jen na objednávku anebo v takovém množství, které s jistotou prodají. To se logicky promítá i do dodavatelských řetězců. Objednávají se většinou malé série s vysokou diverzitou součástek. Podstatně vyšší je také tlak na cenu. Výrobní firmy si zvykají na novou realitu a více či méně úspěšně se přizpůsobují těmto požadavkům trhu. Myslím, že nejhorší máme za sebou.
Jaký vliv to má na výrobní firmy?
Pokud chtějí být skutečně konkurenceschopné, musí minimalizovat personální náklady, jakožto největší složku ceny vyráběné součástky. Tedy automatizovat. Vedle automatizace je ovšem důležitá také flexibilita. Mám na mysli rychlost a jednoduchost přenastavení celé technologie z výroby jednoho typu na typ jiný. Většina firem si nutnost modernizace svých technologií dobře uvědomuje. V tomto smyslu jsme a budeme svědky restrukturalizace průmyslové výroby.

Jaké jsou aktuální trendy?
U CNC strojů je zřetelná snaha o obrobení na co nejmenší počet upnutí. Preferované jsou tak pětiosé a multiprofesní soustružnicko-frézovací stroje s protivřetenem. Většina dodavatelů strojů je schopna dodat se strojem také nástroje, upínací přípravky a požadovanou automatizaci ve formě robota, podavače či paletového systému. Vše šité na konkrétní typ, nebo typy dílců. Už se prakticky neprodávají obráběcí stroje, ale spíše technologické procesy.
A jakou roli v tom hraje kontrola kvality?
Zásadní. Potřebujete zajistit, aby automatický proces generoval OK dílce. To znamená, aby průběžně měřil kritické rozměry a včas provedl korekci obrábění, pokud se blíží tolerančnímu limitu. Případný zmetek musí být rozeznán a oddělen od dávky. To lze realizovat in-procesně, tedy přímo ve stroji, nebo post-procesně, tedy mimo stroj. Automatizované post-procesní měření mimo stroj je zpravidla dražší a méně flexibilní. Vyplatí se při velkých sériích. Pokud má firma ambice automatizovat malosériovou až kusovou výrobu, pak je první volbou měření přímo ve stroji. Je dostupné, a přitom splňuje velmi vysoké standardy z hlediska kapacity, flexibility a přesnosti měření.
Existují vůbec nějaké argumenty hovořící proti měření ve stroji?
Vnímám dva největší. Primárně je to prodloužení výrobního času. To je naprosto relevantní argument. Pokles produktivity však není zásadní, a je více než bohatě kompenzován na úsporách, souvisejících s nižší nebo nulovou obslužností automatizované výrobní buňky, a to nejen na nočních směnách a o víkendech. Druhým, často zmiňovaným argumentem je: „Není to nezávislé měřidlo. Stroj při měření dělá stejné chyby jako při obrábění“. Tady si dovolím nesouhlasit. Drtivá většina zmetkovitosti nesouvisí s opakovatelnou přesností CNC stroje. Jsou to vlivy jako opotřebení, či odtlačení nástroje, špatné upnutí, špatné řezné podmínky, chybná pětiosá kinematika a podobně. Norma managementu kvality ISO9001 bere CNC stroj vybavený sondou jako kterékoliv jiné měřidlo. Je tedy možné na etalonovém dílci stanovit jeho nejistotu měření a na tuto nejistotu certifikovat strojem naměřené hodnoty. Dnešní stroje s lineárními pravítky běžně polohují v přesnosti lepší než 10µ/m. To je zhruba i přesnost, se kterou lze počítat i při in-procesní kontrole ve stroji. To vůbec není špatné.
Na CNC dílně často bývají různé stroje s různými řídicími systémy. Naprogramovat kontrolní měření pomocí cyklů musí být složité a časově náročné?
Nejde jen o náročnost programování. Běžné měřící cykly mají limity i co se týče výstupu do protokolu a rozsahu měřících úloh. Pokud chcete komplexní kontrolu kvality většiny výkresových kót, tak to nelze programovat ručně na koleně. Potřebujete Software, který se funkcionalitou blíží 3D souřadnicovému měřícímu stroji.
Předpokládám, že BLUM ve svém portfoliu takový produkt má.
Ano. Software Formcontrol X splňuje všechny požadavky na moderní kontrolu kvality v CNC. Jen si to představte. Máte jednotné řešení pro kontrolu kvality v celé firmě. Je jedno jaký stroj. Je jedno jaký řídící systém. Kterýkoli z vašich CNC strojů se automaticky přepíná do režimu souřadnicového měřícího stroje. Formcontrol X měří přímo ve stroji všechny důležité tolerance, včetně geometrických, jako jsou rovinnost, kolmost, souosost a podobně. Odesílá naměřená data na server, kde se vytváří grafický protokol kvality s barevným vyhodnocením tolerancí. Pokud se některá z
hodnot blíží tolerančnímu limitu, Formcontrol X zasahuje a koriguje proces tak, aby další dílec byl již na středu tolerance. Pokud je dílec mimo toleranci, Formcontrol X dá pokyn pro jeho vyřazení z dávky. Vy víte, že vyrábíte přesně. S nízkými náklady. Bez lidského faktoru. Jakkoliv je slovo „revoluční“ velmi nadužívané, software Formcontrol X má reálný potenciál tento přívlastek skutečně naplnit.
Další článek: Evropský unikát z Brna: lakovací robot do výbušného prostředí od společnosti ITS




