Programování FANUC MANUAL GUIDE část 1: Základní obsluha a jednoduchý příklad programování


— vydáno 15. dubna 2020
Tato první část je určena pro seznámení se strukturou řídicího systému (ŘS) a CNC programu, nutnou podmínkou pro první kroky začínajícího zájemce o programování, s cílem vytvoření jeho prvého programu. Část druhá, třetí završí základní seznámení s vybranými příklady ukazující možnosti při tvorbě programu tohoto sytému, pro oblasti soustružení a frézování.
Inzerce
Tento systém spočívá v základním použití ISO kódů, dvou až třímístných G funkcí. Čtyřmístné jsou vyhrazeny programovací nástavbě Manuál Guide (dílenský dialog) kde se používají pro definici rozměrů obráběného materiálu a definici rozličných cyklů. Tato nadstavba je dána postupným vývojem v programování, jde o sdružování kódů G, M a jejich funkcí, v jeden blok-celek. A naopak, při obrábění jsou cykly rozloženy do G kódů (ISO), což můžeme vidět i při simulaci, použijeme-li příslušná tlačítka. Tyto cykly odpovídají požadavkům dílenské praxe pro potřebné technologie obrábění. Jejich rozmanitost odpovídá nástupu stále dokonalejších CNC strojů. Tvoří se náročnější výrobky svým tvarem a ve vyšších přesnostech. Je to dáno tím, že dříve konstrukční uzel (podsestava) sestával z více součástek, vzájemně spojených, nyní je součástek podstatně méně nebo i jedna. Tyto náročnější tvary součástek je možné již obrábět na jednom stroji, v obráběcím centru. Zde se slučují dříve samostatné operace v jeden celek v jednu operaci (př. soustružení, frézování, mimoosé vrtání, gravírování). Přesnost je dána nejen tuhými stroji, nástroji, ale zejména tím, že součást je vyhotovena při jednom upnutí, nebo při minimum přepnutí.
Řídicí systém je navržen tak, aby zkrátil celkovou dobu programování a tím i celý výrobní cyklus. Je vybaven vhodnou grafikou pro simulace a uživatelsky přívětivými ikonami na tlačítkách a též svojí přehlednou architekturou. Obsluha všech ŘS tohoto typu je stejná, to platí i pro rozdílné stroje vycházející ze soustruhu a frézky. Zde je pouze rozdíl v označení tlačítek a v příslušných technologiích, tedy cykly jsou rozdílné. Zde je popsán jeden z mnoha ŘS této řady a to hodně používaný FANUC 31i-B.
Je neproveditelným cílem tímto článkem se naučit jak programovat, je nutno mít k dispozici tento ŘS a procvičovat. Zde je snaha autora přiblížit čtenáři jak se programuje srozumitelně, bez použití příliš odborných termínů. ŘS FANUC patří ke špičce svého oboru, k nejvíce používaným ŘS ve výrobních podnicích pro svoje vstřícné užití. Tam, kde si často kvalifikovaná obsluha stroje programuje svoji práci a v jiných, kde mají pouze programátora. Používá se též na odborných strojírenských školách ve třídách s maturitou i s výučním listem. Pokud tyto školy používají jako základ výuky v programování G, M kódy (ISO programování), mohou v této výuce použít MANUAL GUIDE i (není třeba používat software S2000 a F 2000 a případně jiné) – následný přechod na programování do zde uvedeného ŘS je rychlý a trvá maximálně 1 až 2 dny. V podnicích je vítáno, když nastupující absolventi znají ŘS používaný v jejich výrobě. Ovšem, kdo nezná programování v G, M kódech, také se nemusí bát – potřebuje jen některé základní instrukce (z ISO kódů) to pro příjezd a odjezd od obrobku a pro výměnu nástroje a s tím související změnu řezných podmínek.
Pro všechny je ovšem také potřeba znát technologické názvy jako je čelo, zápich, úpich, druhy závitů atd., tvary nástrojů, řezné podmínky a jejich možnosti. Pro vyspělé, samostatné programátory je třeba znát také technologické postupy, ze kterých vyplývá, který konkrétní stroj bude použit, co se na součásti bude programovat a tak se nemusí čekat, až příslušný mistr zadá práci.

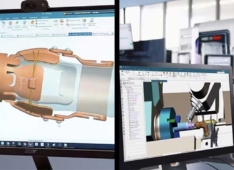
Popis grafického dialogu MANUAL GUIDE i
Na obrázku je znázorněna obrazovka ovládajícího panelu stroje, případně obrazovka PC na učebně. Ukazuje se zde podstatná část software nutná pro programování, což odpovídá základní myšlence vývojářů software „vše podstatné na jedné obrazovce“.
Ve středu obr. je psáno „otáčení lištou“, jsou to dvě rovnocenné lišty (bílá a s ikonkami), toto je základní ovládání (ŘS) CNC stroje. V učebné, používáme myš pro otáčení kterékoli lišty a též dalších tlačítek, myš nahrazuje prsty obsluhy na CNC stroji. Tedy, na obrazovce a po potočení na dalších obrazovkách vidíme řadu soft-tlačítek s dalšími bohatými možnostmi ovládáním ŘS. Na příklad, zde není uveden obrázek prvého nastavení, kde zakládáme „Nový program“, kde je seznam již hotových programů a práce s nimi.
Tlačítka na této obrazovce START; CYKLUS; KONEC, odpovídají soustružnickým pracím, cyklům. Soustruh i frézka mají pro používanou svoji technologii stejné značení tlačítek, ale liší se tvarem obrázkových symbolů dle technologie – soustruh kulaté symboly, frézka hranaté. Na ostatních tlačítkách je srozumitelný popis jedním slovem, spolu se symbolem. U soustruhu, kde lze programovat C osu s přídavnými rotačními nástroji je potřeba oba typy uvedených tlačítek, zde se frézuje, vrtá i gravíruje. Vzhled a ovládání software soustruh i frézka jsou si značně totožné, a zcela jistě se liší tam, kde se řeší v technologii jednotlivé druhy opracování. Při použití C osy, frézování a vrtání provádí se na ploše čela v rovinách X-Y nebo X-C a na válcové ploše X-Z. Frézka svislá obrábí na čelní ploše X-Y případně i na dalších.
Vlastní tvorba programu – příklad soustruh (jednoduchá součástka)
1) START, zde máme určení polotovaru, volíme – KR 16 – 51 znovu zmáčkneme START, a pokud máme předpřipravenou kartu pro příjezd nástrojem a zarovnání čela, přeneseme ji do programu, případně provedeme opravy v rozměrech – jestliže karta není připravena, musíme ručně napsat (viz tabulka). Nebo lépe, předpřipravit pro další použití.
2a) CYKLUS, volíme technologii obrábění a to vnější hrubování. Zde určujeme technologii: směr obrábění, hloubku třísky přídavky pro dokončení v obou osách, rychlosti posuvů, metodu odjíždění z řezu, bezpečnostní vzdálenosti od obrobku aj. Enterem ukončíme. Tato část cyklu se automaticky ukládá pod G kódem čtyřmístným.
Část cyklu druhá, po ukončení předchozího nastaví se automaticky kreslení. Kreslíme konturu součásti dle rozměrů z výkresu, Kontura musí být uzavřena a svou plochou ukazuje, co bude odstraněno ve třískách. A uložíme, automaticky bude tato část značena M98 a jménem jaký kontuře dáme (název kontury, svoje jméno apod.)
Následuje výměna nástroje, pro nástroj stanoví se otáčky nebo řezná rychlost, to v G kódech. Obdobně lze použít kartu.
2b) CYKLUS, volíme technologii dokončování vnější. Zde je již vyplňování technologie jednoduché, nedůležitější je stanovení posuvu nástroje pro hlazení povrchu.
3) KONEC, tento bývá krátký: odjezd nástroje do bodu výměny a konec programu s návratem na začátek.
Programování pomocí dialogu FANUC MANUAL GUIDE i

Př.: 1 Šroub M10 lícovaný
Pracovní postup operace:
1) Zarovnat čelo
2) Hrubovat tvar kontury
3) Hladit konturu
Neprovádět řezání závitu
Začínáme programovat
Po nastartování, obvykle software je v režimu AUTO (určeno pro provoz na stroji), zmáčkneme EDIT – zde budeme celý program vč. simulace vytvářet.
Po nastartování lišta bývá nastavena tak, že můžeme zadat základní údaje: Zmáčkneme OSEZNAM (seznam programů). Následně NOVÝ, zde vyplníme číslo programu př. O1234, potvrdíme – obrazovka se vrátí do předchozího stavu, zmáčkneme EDITCOM. Zde dle potřeby organizace vyplníme komentář (např. jméno autora, název obrobku apod.). Zmáčkneme OTEVŘÍT.
Otočíme lištou, viz obr., až uvidíme vlevo, 3 nejpoužívanější tlačítka s kulatým symbolem soustruh, Tlačítka jsou: START; CYKLUS; KONEC.
Pozn.: T1 nůž hrubovací, slouží nejen k podélnému hrubování, ale i k zarovnání čela, kvalita obrobeného povrchu vyhovuje. Nulový bod je 1mm v čele. Z toho plyne, že hloubka třísky bude 1mm.
Bod výměny nástroje stanovit tak, aby nedošlo ke kolizi při otáčení revolverové hlavy
Technologie Gxxxx: jednotlivé parametry určují velikost třísky, posuvů, odjezdy apod.
Geometrie M98 (podprogram)
Počáteční bod: X7 Z0. Přímka nahoru X10. Sražení hrany 1.5. Přímka doleva, Z (nevyplnit). Přímka vlevo dolů X8 Z-16 A (úhel)30. Přímka vlevo Z-20. Přímka nahoru X12. Přímka vlevo Z-30. Přímka nahoru X16. (Je hotova kontura obrobku, nyní nutno konturu uzavřít atributem polotovar). Přímka doprava Z0 atribut polotovar (platí i na další prvky). Přímka dolů X 7. Nyní nutno kreslený podprogram takto vytvořit (uložit), vyplnit údaje P xxxx (dle čísla programu) a případně komentář.

Závěr
Jak je vidět z uvedeného popisu, není tento ŘS na obsluhu náročný, také struktura programu je přehledná. Jednoduché úkony jsou provedeny několika základními G, M kódy. V cyklech je již řešeno to náročné z ISO programování, a takto je usnadněna a zrychlena práce programujícího. Čtenář jistě rád si přečte následující druhou případně třetí část v dalších článcích.
Další článek: Co víme o současném stavu českých firem? Shrnutí výsledků průzkumu Svazu průmyslu